



Pengantar Cetakan Tiup PETG
Apa itu PETG?
PETG (Polyethylene Terephthalate Glycol) adalah sejenis poliester termoplastik yang terkenal dengan kejernihannya yang sangat baik, ...
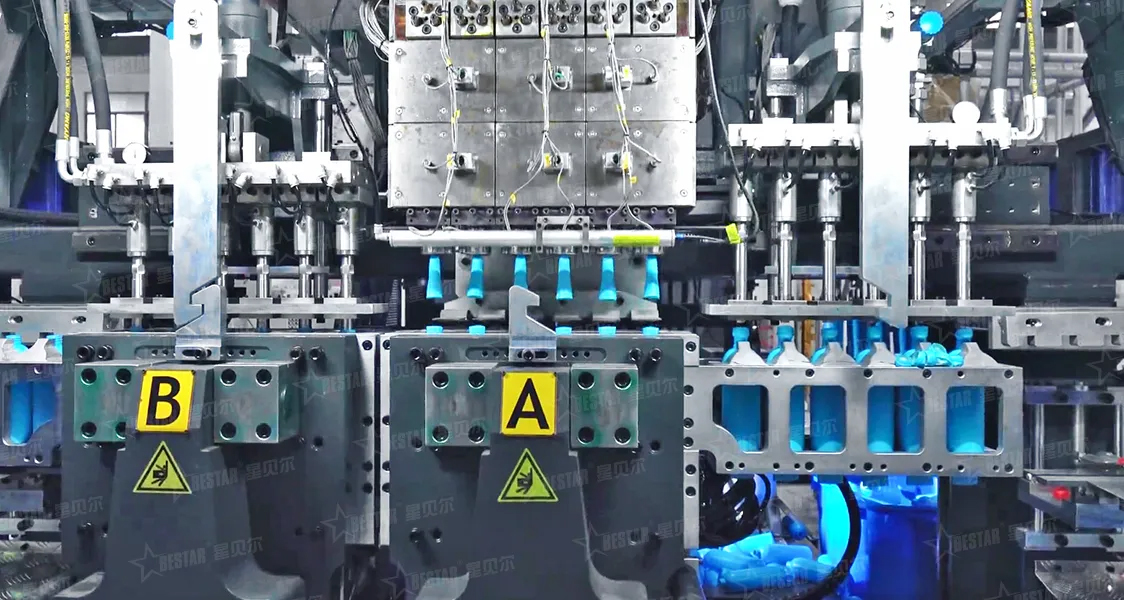
Cetakan tiup ekstrusi adalah proses manufaktur yang banyak digunakan untuk membuat komponen plastik berongga. Mesin blow moulding biasa digunakan untuk memproduksi wadah seperti botol, jerigen, drum, dan komponen otomotif seperti tangki bahan bakar dan saluran udara.
Plastikasi dan Ekstrusi Parison:
1. Bahan Baku: Resin plastik (biasanya dalam bentuk pelet atau butiran) dimasukkan dari hopper ke dalam ekstruder.
2. Extruder: Extruder terdiri dari tong yang dipanaskan dengan sekrup berputar di dalamnya. Saat sekrup berputar, ia menggerakkan plastik ke depan, melelehkannya melalui geser dan pemanasan eksternal, dan menghomogenkan plastik cair (meleleh).
3. Die Head: Plastik cair kemudian dipaksa melalui die head, yang membentuknya menjadi tabung berongga yang disebut parison. Kepala cetakan dapat dirancang untuk mengontrol ketebalan dinding parison (pemrograman parison) untuk memastikan ketebalan dinding yang lebih seragam pada produk akhir, terutama untuk bentuk yang kompleks.
Penjepitan Paris:
1. Parison diekstrusi ke bawah, digantung secara vertikal (di sebagian besar pengaturan umum).
2. Cetakan dua bagian (dengan rongga berbentuk seperti produk yang diinginkan) menutup sekeliling parison, menjepit salah satu ujungnya (biasanya bagian bawah) dan menyegelnya. Bagian atas parison tetap terbuka dan terhubung dengan die head atau ditahan oleh cetakan.
Hembusan dan Inflasi:
1. Peniup (atau jarum) dimasukkan ke ujung terbuka parison (seringkali melalui kepala cetakan atau lubang terpisah di cetakan).
2. Udara bertekanan disuntikkan melalui pin peniup, menggembungkan parison yang lembut dan cair.
3. Tekanan udara memaksa plastik mengembang dan membentuk rongga cetakan.
Pendinginan:
1. Plastik, yang sekarang menempel pada dinding cetakan yang relatif dingin, mulai mendingin dan mengeras.
2. Cetakan biasanya dilengkapi dengan saluran pendingin tempat pendingin (seperti air) bersirkulasi untuk mempercepat proses ini.
3. Waktu pendinginan yang cukup sangat penting untuk memastikan bagian tersebut mempertahankan bentuknya saat dikeluarkan.
Pembukaan dan Pengeluaran Cetakan:
1. Setelah bagian cukup dingin dan mengeras, cetakan terbuka.
2. Bagian berongga yang sudah jadi dikeluarkan dari cetakan, seringkali dengan bantuan pin ejektor atau semburan udara.
Pemangkasan (Deflashing):
1. Proses ini biasanya meninggalkan bahan berlebih, yang dikenal sebagai flash, di mana bagian cetakan menjepit parison (atas dan bawah, dan terkadang di sekitar pegangan).
2. Lampu kilat ini perlu dipotong. Pemangkasan dapat dilakukan secara manual, semi-otomatis, atau otomatis penuh sebagai bagian dari jalur produksi. Flash yang dipangkas sering kali di-ground-kan ulang dan didaur ulang kembali ke dalam proses.
